



















Sponsored by Vandersanden, this module will explore the specification of carbon negative bricks, a recent innovation developed to offer a more sustainable alternative to clay brick in terms of carbon sequestration.
Deadline for completion Friday 13 December 2024.

Learning objectives
- Understanding of carbon negative brick manufacture and additional sustainable benefits.
- Knowledge of technical considerations, industry standards, management and handling when specifying carbon negative brick solutions.
Due to the focus on carbon negative brick, we will begin by outlining the technical specifications and manufacturing process of clay brick to enable comparison between the two materials.
Clay brick
Clay bricks are made with clay extracted from the ground, which is mixed with water and other additives. The raw material is quarried and taken as a by-product of earth-moving activities and infrastructure projects such as roadbuilding. The clay mixture is formed into individual units, which is suitable to clad the facade of a building or to build freestanding walls.
Fired to temperatures in excess of 1,000ºC in a kiln, the manufacturing process uses large amounts of energy. Many brick manufacturers use renewable energy sources at their sites, such as solar energy and wind, alongside collected rainwater where possible to supplement the clean water used. Heat recuperation can also be used during the manufacturing process, where heat from kilns is reused in driers. The use of hydrogen to fuel the kilns is being explored by manufacturers.
The key to recycling bricks is determining whether cement mortar or lime mortar has been used. Where lime mortar has been used, it is possible to deconstruct the brickwork and reuse the bricks in new construction projects. Where cement mortar has been used, it is more difficult to remove the mortar from the bricks, but they can be crushed for reuse as filling material.
Where clay bricks have been reclaimed, it is important to note that specifiers should practice caution, as there may be no evidence to prove their technical characteristics, such as compressive strength, frost resistance and water absorption.
Addressing sustainability, many clay brick manufacturers are ISO 14001 certified which demonstrates that there is an environmental management system in place.
Clay bricks have been used in construction for thousands of years, thanks to their multiple material advantages:
- Highly durable and frost-resistant
- Classed as A1 non-combustible under the European classification system for reaction to fire set out in BS EN 13501-1:2018 Fire classification of construction products and building elements
- Cost-efficient in comparison with many other facade materials
- Clay is a natural and abundant resource
- Either reusable or recyclable
- Adds to the thermal mass of a building
- Available in a wide range of colours and textures
- Offers a low-maintenance finish
- Has a lifespan of in excess of 150 years. There are examples of Roman brickwork that are over 2,000 years old.
To keep up to date on fire safety, we recommend reviewing the RIBA’s safety resources. Refer to ��ɫ����TV Regulations Approved Document B, Volume 1: Dwellings, regulation 7(2) and requirement B4. The June 2022 amendments to Approved Document B set out the requirements for residential purpose buildings (groups 1 and 2) over 11m.
Meet the carbon negative brick
Hailed as a revolutionary development in brick manufacture, carbon negative bricks are facing bricks that absorb up to 60kg of CO2 per tonne of material during the production process by carbonation.
Carbonation is the natural process by which calcium-containing materials react with carbon dioxide (CO2) and transform into calcium carbonate (CaCO3). Calcium carbonate occurs worldwide in the subsurface and forms an important source of natural CO2 storage.
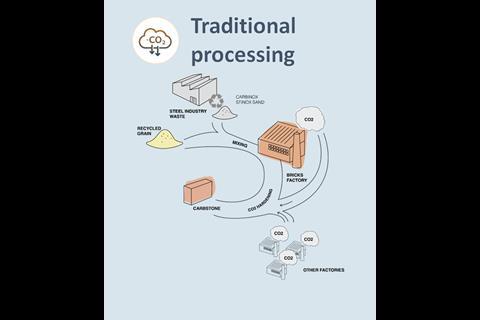
Manufacturing process
The fine residual product from metal slag (from steel production) is converted by adding CO2 to high-quality building materials. The carbonates that form result in the entire brick having a hard, limestone-like bond.
CaO + H2O → Ca(OH)2 Hydration phase
Ca(OH)2 + CO2 → CaCO3 + H2O Carbonation phase
The fine residual product described is made from purified mineral residual flows of steel slag from the electrical steel industry: minerals such as calcium and magnesium oxide. These are applied liberally onto liquid steel to remove contaminants (metallic fraction) from the steel and thus obtain pure steel. The metallic fraction is then separated from the mineral fraction and used again in the steel mill. The purified mineral fraction is the residual product that is used for the production of carbon negative bricks.
In a factory, two mixers mix raw materials (fillers and various slag sands) with a quantity of water. This water will be used to hydrate the existing calcium oxide (CaO) and to enable carbonation.
The bricks are shaped in a large press. The carbonation itself is done in an autoclave under high pressure and at high temperature, which makes it possible to manufacture bricks with strengths exceeding 100MPa.
Switching to carbon negative bricks results in:
- 80% less primary raw materials required compared with clay bricks
- Steel slag not being disposed of as landfill
- Use of green electricity and avoiding CO2 emissions due to no burning of fossil fuels
- Absorption of CO2 in the product for curing (1 tonne of carbonated bricks absorbs 60 kg CO2).
Carbon negative bricks are available in four rectangular sizes:
- 240mm x 72mm x 50mm (the most sustainable format when taking into account weight in transportation and quantity of mortar needed for laying the bricks, 64 units required per m2)
- 210mm x 100mm x 50mm
- 215mm x 100mm x 65mm
- 440mm x 72mm x 44mm
- A diamond shaped unit.

There is a 1cm depth of the top stretcher face (the long side of the brick) that is coloured. Limiting the pigmentation ensures that the bricks are as sustainable as possible. Around 25% of the carbon negative bricks produced are fully coloured, with one textured header and stretcher side suitable for corners and special applications. There is a water-resistant and scratch-resistant coating on the visible faces of the brick.
Carbon negative bricks can be cut on site with a diamond-tipped saw. Mortar specification should be considered on a project-by-project basis and with the advice of a mortar manufacturer. Mortar products are recommended because of the reliability of the mix and colour consistency. Lime mortar allows walls to be deconstructed and the bricks reused in new construction projects, in the same way as clay brick.

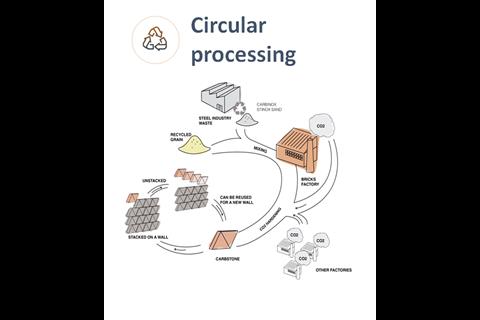
Carbon negative bricks have high dimensional stability and are therefore perfect for circular processing. A dry stacking system is currently under development. One of the main benefits of a dry stack system is that the units can be disassembled and reused in new construction projects, avoiding the need to remove mortar from the face of the units.
Alternatively, bricks can be recycled by crushing them down for use as hardcore. The CO2 is still retained in the crushed brick. Grinding down the bricks to use the material for manufacturing new bricks is possible but a lot of energy is required to grind them down to a suitable particle size, making it an unsustainable option.
Life cycle assessment
The lifecycle assessment (LCA) determines the environmental impact of a product over its entire lifecycle, from the extraction of raw materials and the production and use phase to waste disposal and recycling.
It provides objective information to help make the right product choice from an environmental viewpoint and indicates where improvements can be made to minimise environmental impact. An environmental product declaration (EPD) is a document presenting the results of the LCA in a standardised way, making comparison of different materials easier.
An EPD is calculated according to European standard BS EN 15804:2012+A2:2019, is third-party verified and is therefore accepted worldwide as a reliable representation of actual environmental performance. The Brick Development Association has an EPD covering clay bricks manufactured by their members in the UK.
There is a provisional environmental profile for carbon negative bricks, which follows the principles of EN 15804+A2 and ISO 14025, created from indicative data. It is based on the product’s lifecycle with certain values assumed, such as average distance from the site, processing method with mortar type, and so on.
A third-party verified EPD based on effective values cannot be prepared until the carbon negative brick manufacturing plant has been operational for one year.
Carbon negative bricks have passed the same stringent freeze-thaw tests applied to ceramic clay facing bricks, meaning the same lifespan of in excess of 150 years is assumed.
Thanks to the highly sustainable nature of carbon negative brick with its permanent CO2 capture and the sustainable method of production (renewable energy and no firing process), the CO2 emissions of the production process are distinctly negative.
The remaining CO2 emissions are almost exclusively attributable to transport to the site and the processing of the facing bricks using cementitious mortars.
Regulations
The same considerations apply to carbon negative bricks as to clay bricks:
- ��ɫ����TV Regulations Approved Document A, on structure, regards the overall weight of a brick wall as forming part of a building’s structural framework.
- ��ɫ����TV Regulations Approved Document L (conservation of fuel and power) addresses the thermal insulation of the external fabric of a building and calculation methods to determine the thermal performance of a building’s design. In a cavity wall with a brick outer leaf, the cavity may be either partially or fully filled with insulation. Where the cavity is partially filled, the insulation should be against the inner leaf with a clear air space 50mm minimum behind the brick outer leaf. Full fill cavity insulation may require a small residual cavity of 10mm. Check insulation manufacturers’ recommendations and the opinion of the building inspector.
- ��ɫ����TV Regulations Approved Document B, volumes 1 and 2 on fire safety may require you to consider where cavity barriers are required. Intumescent cavity fire barriers may need to compress against the internal face of the external skin. This is particularly important where there are projecting and recessed brick details and the internal face of the outer leaf of the cavity wall is staggered.
In cavity wall construction, wall ties are required to tie the outer leaf of brickwork to the structural inner leaf of the cavity wall. Refer to ��ɫ����TV Regulations Approved Document A, table 5 on length of tie related to cavity width and section 2C8 on spacing of wall ties.
The importance of the installation of wall ties was recognised following the collapse of the brick outer leaf of a school in Edinburgh during a storm in 2016. Investigation into the construction of several schools built at the same time revealed the principal cause of the collapse was the incorrect installation of wall ties, reducing the structural capacity of the walls.
When designing for movement with carbon negative brick:
- Vertical movement joints must be a maximum of 6m apart.
- Horizontal movement joints must be provided every three storeys or every 9m.
- In buildings with concrete or steel frames several storeys high, where there are shelf angles supporting the carbon negative brick outer leaf, movement joints should be included at every other storey and this must be combined with a shelf angle support.
Limit bricklaying to 1,200mm in height in one day to avoid possible mortar displacement. This needs to be recognised by designers and by contractors in programming of work on site. A reduction in height may be necessary depending on mortar specification and weather conditions.
Best practice
On-site carbon negative bricks should be handled in the same way as clay bricks, and health and safety best practice standards should be followed. British standard BS 8000-3:2020 on workmanship on building sites for masonry advises on a best practice guide when dealing with bricks, and most reputable manufacturers will have appropriate documentation and guidelines available.
Designers have the responsibility when preparing or modifying designs to eliminate, reduce or control foreseeable risks that may arise during construction – as well as during maintenance and use of a building once it is built.
In addition to CDM Regulations 2015, on site the following should be taken into account:
- Health and Safety at Work Act 1974
- Management of Health and Safety at Work Regulations 1999 – requiring employers to carry out risk assessments, make arrangements to implement necessary measures, appoint competent people and arrange for appropriate information and training.
- Control of Substances Hazardous to Health Regulations 2002 (COSHH) – requiring employers to assess the risks from hazardous substances and take appropriate precautions. Although clay brick is not a hazardous material to handle, it is required that on site suitable PPE should be worn, including safety boots, hat and industrial gloves to avoid abrasion.
- Dry cutting of bricks should be avoided to reduce the amount of dust produced that may contain silica or quartz particulate, which causes silicosis. A suitable respirator or FFP3 standard mask should be worn.
- Ear defenders to protect from noise and safety goggles to protect from splinters or chips should be worn by those cutting bricks and those working in the vicinity of cutting.
- For working at height, refer to CDM Regulations 2015 Regulation 9.2.
- Suitable equipment is required to lift packs of bricks.
Brickwork is extremely durable and requires minimal maintenance. Periodic inspection as part of facilities management procedures is recommended to check whether repairs and maintenance are required, such as mortar joint repointing, unclogging of weep holes and removal of crawling vegetation.
Before carrying out any cleaning of brickwork, always refer to the manufacturer’s recommendations and consider the health, safety and environmental requirements.
Carbon negative bricks in action
A diamond-shaped carbon negative brick in a bespoke colour was developed for the Living Tomorrow Campus in Brussels, a collaboration hub for exploring and developing the latest advancements in sustainability and future-oriented solutions.


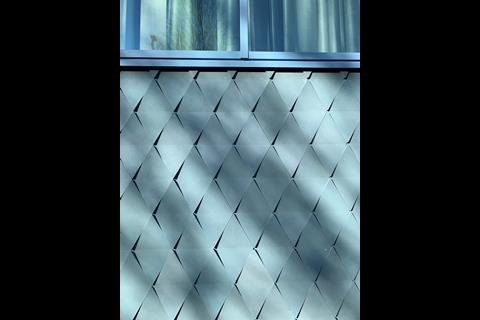
Living Tomorrow sought innovative ideas and products, as well as a partner, to deliver and install the most sustainable facade possible. Joining forces with Hasselt-based architect, UAU Collectiv, the team became aware of carbon negative bricks and specified the material for the building’s facade.
The building has approximately 500m2 of carbon negative bricks, glued together and tied back to the structure of the building with metal wall ties. The installer was a subcontractor of Cordeel and the carbon negative units for this prototype were manufactured at raw material supplier Orbix in Farciennes (Wallonia).
The Living Tomorrow campus is just the beginning of the material’s use in projects worldwide. Hentink Group and Heren 5 Architects are working on 60 sustainable homes in Groen Nobelhorst in the Netherlands, all of which will be constructed in carbon negative brick.

Final thoughts
The provisional environmental profile details how and where carbon negative brick generates environmental impact and the potential for greater sustainability.
Life cycle phases:
A1: Using 100% residual streams as raw materials. Currently 80% residual streams used as raw materials.
A3: Use of CO2 emissions captured directly from the manufacturers ceramic brick factories.
A4: Transport to construction site using electrically powered trucks (instead of diesel)
A5: Laying the carbon negative bricks using more durable mortars or adhesive mortars (e.g. lime mortars)
A5/C/D: The high dimensional stability of carbon negative facing brick makes it extremely suitable for development as a dry stacking system. A 100% recyclable circular building system.
Please fill out the form below to complete the module and receive your certificate:






No comments yet